
一、引言(文章摘要)
在工业自动化领域,单片机通过脉冲宽度调制(PWM)技术控制电机调速、伺服定位及功率器件驱动,已成为变频器、机器人关节驱动、数控机床主轴调速等核心应用场景的标准方案。PWM脉冲宽度调制是一种通过改变方波信号的占空比来调节有效输出功率的技术,在PWM中脉冲的频率一般保持恒定,但脉冲的宽度根据需要的模拟信号变化,从而实现对电机速度的精确控制-3。工厂生产线中,STC89C52RC、STM32F103C8T6等单片机通过定时器生成PWM信号,驱动L298N等功率模块完成直流电机、步进电机及无刷电机的调速控制-10-11。
当PWM输出异常时,往往会导致电机失控、生产中断甚至损坏驱动设备。掌握测量单片机PWM输出好坏的实战技巧,对于工厂质检工程师、设备维修人员和电子工程师而言至关重要。本文将从工业电机控制场景出发,分层次讲解万用表检测PWM脉冲输出步骤、示波器波形分析方法以及专业仪器批量检测技巧,帮助不同基础的读者快速排查PWM故障,提升维修效率。
二、前置准备
(一)工业电机控制场景下PWM检测核心工具介绍
基础款工具(新手必备,适配工厂设备入门维护)
工厂入门质检员和电工应首先配备以下工具:
数字万用表(含频率测量功能) :推荐Fluke 17B+、胜利VC890C+或优利德UT61E,具备占空比测量功能。万用表是电路“体检医生”,可测电压、电流、电阻,快速定位线路断路或短路-47。
逻辑笔/简易PWM检测器:20-50元简易检测工具,可直观显示脉冲有无,适合现场快速初筛。
测试引线与鳄鱼夹套件:用于安全连接PWM输出引脚,避免工厂环境中的瞬时高压冲击。
专业款工具(适配批量检测与高精度分析场景)
工厂流水线质检和电机驱动开发调试场景中,需要以下专业设备:
数字存储示波器(带宽≥100MHz) :推荐普源DS1102E、泰克TBS2000B或国产麦科信平板示波器。示波器是信号“显微镜”,可显示波形,分析信号频率、占空比、噪声,抓取异常脉冲,定位时序问题-47。示波器探头需接地良好,观测高频PWM信号时选择高带宽探头(≥100MHz)-44。
逻辑分析仪(≥8通道,支持协议解码) :梦源DSLogic Plus、金沙滩LA2016等,用于多路PWM通道并行分析、捕捉微秒级脉冲毛刺。逻辑分析仪是数字信号“翻译官”,采样率需高于信号频率的5倍-47。
信号发生器:用于给电机驱动模块输入标准PWM波形以进行对比测试。
可调直流稳压电源:用于独立测试电机和驱动板的供电稳定性。
(二)工业电机控制场景下PWM检测安全注意事项
进行PWM输出检测时,工厂环境与家用场景不同,需重点关注以下安全事项:
重中之重1——断电操作优先:在进行引脚连接、焊点检查等接触操作前,必须彻底断开单片机及电机驱动板的电源(包括拔掉电源线、断开24V/48V主电源),并对大电容进行放电处理。
重中之重2——高压隔离与防护:工厂电机驱动系统通常涉及220V市电或24V/48V直流母线高压,检测时必须使用符合CAT II安全等级的万用表表笔,示波器测量高压侧PWM信号时需使用差分探头,严禁将普通探头直接接入高压回路-11。
重中之重3——ESD静电防护:单片机IO口对静电敏感,检测前需佩戴防静电手环或触摸接地金属释放静电;使用示波器和逻辑分析仪时,确保探头地线连接至电路板的公共地(GND),而非浮空或接错-27。
重中之重4——电机运转防护:检测带载状态下的PWM输出时,电机可能突然启动或加速,需确保电机轴无缠绕、防护罩到位,避免卷入衣物或造成机械伤害。
元器件清理要求:检查前用无水酒精和无纺布清洁PWM输出引脚周围的焊点、灰尘和油污(工厂环境常见问题),避免因脏污导致接触不良影响测量判断。
(三)PWM基础认知(适配工业电机控制精准检测)
PWM(脉冲宽度调制)是一种在嵌入式系统中广泛使用的技术,PWM信号表现为一系列有固定周期的方波脉冲,每个脉冲的占空比可以独立调节-2。工业电机控制场景下,理解以下关键参数是精准检测的前提:
PWM频率(f_PWM) :由定时器的自动重装载寄存器(ARR)和计数时钟共同决定:f_PWM = f_CNT / (ARR+1)。电机驱动场景下频率通常在1kHz~50kHz之间(如无刷直流电机BLDC常用16kHz~20kHz以规避人耳可闻噪声)-2。
占空比(Duty Cycle) :定义为一个周期内高电平持续时间与总周期时间的比值,通常用百分比表示。占空比 = CCRx / (ARR+1) ×100%。电机调速中,占空比越高转速越快,占空比越低转速越慢-2-3。
PWM波形形态:理想状态下应为规整的方波,边沿陡峭(上升/下降时间短)、电压幅值稳定(一般为单片机IO口输出电平3.3V或5V)。
三、核心检测方法
(一)PWM基础检测法(工业现场快速初筛,无需复杂仪器)
在工厂维修场景中,示波器可能不在手边,可利用以下方法快速判断PWM输出是否正常:
1. LED点亮法(快速判断有无PWM信号)
将一只普通LED(串联330Ω~1kΩ限流电阻)的正极接单片机PWM输出引脚,负极接GND。若LED稳定点亮或均匀闪烁(取决于占空比),说明有PWM信号输出;若LED完全不亮或常亮不闪,则无信号或引脚电平异常。注意:此方法只能判断有无脉冲,无法测量频率和精确占空比。
2. 万用表电压档法(初估占空比范围)
将万用表置于直流电压档(DCV),红表笔接PWM引脚,黑表笔接GND。读取测量值并参考以下判断标准:
测得电压接近0V(0~0.2V):可能PWM占空比极低或引脚无输出。
测得电压接近3.3V/5V:可能PWM占空比接近100%或引脚始终输出高电平。
测得电压在0.5V~2.8V(3.3V系统)/0.8V~4.2V(5V系统)之间:有PWM信号输出,占空比约在15%~85%之间(与负载有关)。
测得电压在电源电压的一半左右:通常占空比约50%-44。
局限性:万用表测量的PWM电压是平均值,受负载影响较大,测量电机驱动输出时需断开电机负载后测量。
3. 蜂鸣档法(快速判断引脚短路/开路)
断电状态下,用万用表蜂鸣档测PWM引脚与相邻引脚或GND/VCC之间的通断。若蜂鸣器鸣叫(阻值<30Ω),说明存在短路;若测量阻值无限大且目测无虚焊,则可能存在开路。
(二)通用仪器检测法——万用表频率档与示波器检测PWM(新手重点掌握)
万用表频率/占空比检测法(最便捷的定量检测)
这是工厂电工和维修人员必须掌握的核心技能,具体步骤如下:
第一步:将万用表拨至频率测量档(Hz/%档位),不同品牌万用表档位标识可能为“Hz”、“FREQ”或“%”(部分万用表需配合功能键切换)。
第二步:将红表笔插入万用表的VΩHz插孔,黑表笔插入COM插孔。
第三步:连接表笔——红表笔接单片机PWM输出引脚(或驱动模块的信号输入端),黑表笔接电路板的公共地(GND)。连接时确保接触良好,避免表笔滑动导致短路。
第四步:读取显示屏数值。若万用表显示频率读数(如16.00 kHz)且占空比读数(如50.0%)稳定,说明PWM信号正常。若显示“0”或无读数,说明无PWM信号输出。
第五步:调整程序占空比,观察万用表读数是否同步变化。若读数无变化,可能为引脚配置错误或输出引脚选择错误。
行业实用技巧:在测试L298N、IR2104等电机驱动模块输入端时,建议将驱动模块的使能端强制拉高,单独测量PWM信号输入端,避免因驱动模块内部逻辑导致误判-10。
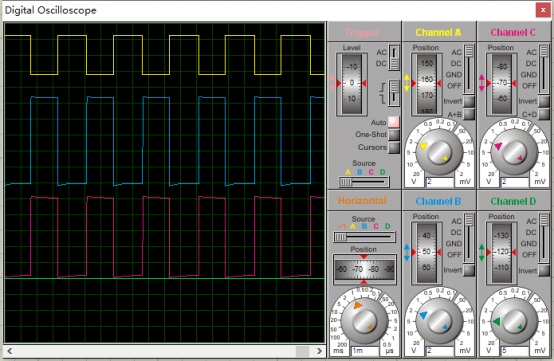
示波器检测PWM法(精准波形分析)
示波器是PWM检测的最可靠工具,建议工厂维修人员优先配备:
第一步:连接探头——将示波器探头连接至CH1通道,将探头钩针接PWM输出引脚,接地夹接电路板GND。示波器探头需接地良好,避免干扰-44。
第二步:设置垂直档位——将垂直档位(VOLTS/DIV)设为1V/div(3.3V系统)或2V/div(5V系统),确保波形幅值显示在屏幕中间位置。
第三步:设置水平时基(TIME/DIV)——根据PWM预期频率设置:频率1kHz设时基200μs~500μs/div;频率10kHz设时基20μs~50μs/div;频率50kHz设时基5μs~10μs/div。
第四步:设置触发模式——将触发源设为CH1,触发方式设为上升沿触发,触发电平设为信号幅值的一半左右(如1.65V/2.5V)。
第五步:读取波形参数——稳定显示波形后,利用示波器的测量功能(Measure)读取频率、周期、占空比、峰峰值、上升时间等关键参数。正常PWM波形应为规整方波,边沿陡峭(上升时间<100ns)、电压幅值稳定(3.3V±0.3V或5V±0.5V)、占空比与程序设置一致-。
异常波形判断:
波形幅值偏低(<2.5V/3.3V系统):单片机IO口输出能力不足或负载过重,需检查外部电路是否存在下拉过强。
波形边沿严重倾斜(上升/下降缓慢):IO口驱动能力不足,或输出端电容负载过大,常见于长线缆传输场景。
波形出现振铃/过冲:PCB走线阻抗不匹配,或未使用终端匹配电阻,可能影响下游驱动模块的判断。
波形不稳定、抖动明显:时钟源不稳定或电源纹波过大。
启动/停止时出现异常脉冲:如nRF54L15系列在通道启停时可能出现脉冲尖峰,需检查PWM模块初始化顺序-。
行业实用技巧:工厂批量测试场景下,可设置示波器的“序列触发”或“脉冲宽度触发”功能,自动捕获异常脉冲(如窄脉冲、幅值不足的矮脉冲)-。
(三)行业专业仪器检测法(进阶精准检测,适配批量质检与高精度调试)
逻辑分析仪多通道同步分析法(工厂流水线批量检测首选)
对于多路PWM同步输出场景(如三相电机驱动中的六路互补PWM、多轴机器人伺服控制),单通道示波器难以全面捕捉,推荐使用逻辑分析仪:
操作流程:将逻辑分析仪的8~16个测试通道分别连接至目标PWM输出引脚和参考信号(如同步时钟);设置采样率(≥PWM频率的5倍,如PWM频率20kHz则采样率≥100kSa/s);启动采集后,利用协议分析功能可同时观察各路PWM的相位关系、占空比一致性以及是否存在死区时间异常。
信号发生器+万用表组合法(验证驱动模块完好性)
当怀疑PWM输出异常是由单片机软件配置引起,而非驱动模块自身故障时,可采用此方法快速定位:
第一步:断开单片机与电机驱动模块之间的连接(如拔掉跳线帽或断开杜邦线)。
第二步:用信号发生器输出标准PWM信号(如频率16kHz、占空比50%、幅值5V/3.3V),接入电机驱动模块的PWM输入端。
第三步:观察驱动模块输出端波形(示波器)或电机运转状态。若驱动模块正常工作,说明故障源在单片机侧;若驱动模块仍不工作,说明故障可能在驱动模块本身。
电机驱动系统在线检测技巧(工厂不停产快速排查)
在工厂流水线场景中,设备需要在线运行中进行检测,无法轻易拆焊元器件。此时可使用示波器的高压差分探头,在设备通电运行状态下直接测量PWM输出波形。注意使用隔离变压器供电,严禁将示波器地线连接至非隔离电路-11。
批量检测方法(流水线质检) :配置自动化测试架——将待测电路板固定在测试架上,通过探针自动连接PWM输出引脚、电源和GND;使用多通道数据采集卡或NI CompactDAQ等工控采集设备批量读取各通道PWM频率、占空比和幅值参数,并与预设阈值比对;对异常产品自动标记并分拣。
四、补充模块
(一)工业电机控制场景下不同类型PWM输出的检测重点
直流电机PWM输出检测重点:重点检测PWM占空比是否与预设值线性对应,可通过逐级调整占空比(如10%→30%→50%→70%→90%),用万用表频率档或示波器测量每一级的占空比偏差,偏差超过±5%需排查定时器配置-10。
无刷直流电机(BLDC)六路互补PWM输出检测重点:六路PWM需保持严格的互补关系和死区时间设置。用示波器的双通道模式同时观察上桥臂和下桥臂波形,测量死区时间是否在预期范围内(通常1μs~3μs)-11。
步进电机脉冲输出检测重点:步进电机的角速度与脉冲信号严格正相关,通过控制脉冲数量可实现精确精准定位。检测时重点关注脉冲频率的稳定性和脉冲个数的准确性,使用逻辑分析仪的脉冲计数功能测量一定时间内输出的脉冲数是否与程序设定一致-14。
伺服电机PWM控制信号检测重点:伺服电机PWM控制通常采用20ms周期(50Hz基准频率),脉冲宽度1ms~2ms对应0°~180°转角。检测时重点关注脉冲宽度的线性度和稳定性,偏差超过±10μs可能影响定位精度-。
智能家电/消费电子PWM输出检测重点(适用于家用维修场景):智能风扇、LED灯具中的PWM控制频率通常5kHz~25kHz,用万用表频率档即可完成检测。需注意LED调光PWM频率过低(<1kHz)可能导致肉眼可见闪烁-。
(二)工业电机控制场景下PWM检测常见误区(避坑指南)
误区1:未断开电机负载直接测量PWM信号,导致测量值严重偏低。纠偏方法:测量单片机输出的原始PWM信号时,应断开与电机驱动模块的连接,或在驱动模块输入端测量而非输出端。
误区2:只测电压不测波形,仅凭“电机转了就正常”下结论。危害:PWM波形异常(如上升沿过缓、占空比偏移)可能导致电机发热增加、扭矩不足,长期运行易烧毁电机或驱动模块。
误区3:万用表频率档连接时未区分信号线和地线,导致表笔短路损坏单片机IO口。纠偏方法:连接前先确认引脚定义,红表笔接PWM输出引脚,黑表笔接GND,严禁接反-44。
误区4:忽略电源纹波对PWM波形的影响,将电源问题误判为单片机损坏。纠偏方法:先测量单片机VCC和GND之间的电压纹波,纹波过大(>100mVpp)可能影响IO口输出稳定性。
误区5:未考虑环境温度对PWM检测结果的影响(工业场景特有误区)。工厂高温环境(如热处理车间、注塑车间)可能导致单片机性能下降或晶振频率漂移,从而改变PWM输出频率。应在设备运行至正常温度后复测,避免冷机状态下误判。
误区6:使用示波器时探头地线悬空,导致测量信号包含大量共模噪声无法识别。纠偏方法:务必使用短接地弹簧或就近连接GND测试点,避免长地线引入噪声。
(三)工业电机控制场景下PWM失效典型案例(实操参考)
案例一:工厂输送带PWM调速失效,电机不转(STC89C52RC + L298N方案)
故障现象:某小型包装工厂输送带直流电机不转,PWM调速无响应。初步排查发现单片机运行正常(LED闪烁程序可执行),但电机驱动模块输入端PWM信号始终为低电平。
检测过程:用万用表频率档测量单片机PWM输出引脚,显示“0 Hz”。进一步用示波器观察波形,发现引脚始终为低电平。检查定时器配置代码发现,定时器T0的中断优先级被其他中断抢占,导致PWM生成函数长时间未执行。同时测量VCC电压仅为4.2V(应为5V),排查发现7805稳压芯片老化导致输出不足。
解决方法:更换7805稳压芯片恢复5V供电,调整中断优先级设置,将PWM生成定时器设为最高优先级。设备恢复正常运行-10。
案例二:数控机床主轴无刷电机PWM输出异常(STM32F103C8T6 + 门极驱动方案)
故障现象:某数控机床主轴驱动系统在批量生产中,部分设备的电机出现异常噪声、转矩输出不平滑。通过示波器测量发现PWM波形存在不规则毛刺和幅值跌落。
检测过程:使用100MHz示波器测量门极驱动器输入端的PWM信号,发现波形在上升沿瞬间存在约1.5V的幅值跌落,持续约500ns,导致门极驱动器误判逻辑状态。进一步排查发现,单片机PWM引脚到门极驱动器的信号线上串接了过大的限流电阻(原设计470Ω,实测正常应≤100Ω)。
解决方法:将限流电阻更换为47Ω后PWM波形恢复规整。同时优化了PCB布局,缩短PWM信号走线长度,并在靠近门极驱动器输入端并联100pF电容滤除高频噪声。系统恢复正常-11-。
五、结尾
(一)PWM检测核心(工业电机控制高效排查策略)
针对工业电机控制场景,建议按以下分层策略高效排查PWM故障:
第一层(快速初筛,适合工厂入门质检员) :LED点亮法判断有无脉冲输出;万用表蜂鸣档快速排除引脚短路/开路。耗时不超过3分钟。
第二层(定量测量,适合设备维修电工) :万用表频率档测量PWM频率和占空比;对比程序预设值与测量值的偏差,偏差超过±10%需深入排查。耗时5~10分钟。
第三层(波形分析,适合专业维修工程师) :示波器分析PWM波形质量(幅值、边沿、毛刺);检查上升时间是否<100ns,纹波是否<50mVpp。耗时10~15分钟。
第四层(批量检测,适合工厂流水线质检) :配置自动化测试架,使用逻辑分析仪或多通道采集系统批量检测;设置频率误差≤±2%、占空比误差≤±2%作为合格阈值。
(二)PWM检测价值延伸(工业维护与采购建议)
日常维护建议:定期用示波器检测关键设备的PWM输出波形,建议每季度执行一次预防性检测;记录基准波形参数(频率、占空比、幅值、上升时间),便于后续异常时对比。工厂环境中的灰尘和油污可能造成引脚接触不良,建议定期用无水酒精清洁PWM输出引脚。
元器件采购建议:选购电机驱动模块时,优先选择带光耦隔离的型号,可有效防止电机感性负载反电动势损坏单片机IO口。对于大功率电机驱动(电流≥10A),推荐使用带过流保护、过温保护功能的智能驱动模块-11。
校准建议:万用表和示波器应定期送检校准(建议每年一次),确保频率和电压测量精度符合工厂ISO质量管理体系要求。
(三)互动交流(分享工业电机控制PWM检测难题)
你在工厂设备维修或电机驱动开发中,是否遇到过PWM波形诡异但万用表读数正常的“暗病”?或者遇到过电机在特定占空比区间出现异常振动、噪声等问题?欢迎在评论区分享你的PWM检测经历和解决思路。你的经验可能正是其他工程师苦苦寻找的答案!关注本账号,获取更多工业电机控制与电子元器件检测实战干货。
本文内容基于工业电机控制场景下的实际维修与质检经验编写,检测方法已在多家工厂设备维护团队中验证有效。如需转载,请注明出处。





